Под альпинистскими верёвками в рамках статьи подразумеваются статические (
EN 1891) и динамические (
EN 892) верёвки, изготовленные по конструкции Kernmantle.
В нашем магазине мы собрали большой ассортимент динамических и статических верёвок, о этапах производства которых вы сейчас читаете.
Что такое конструкция Kernmantle
Все современные альпинистские верёвки, что статические, что динамические, производятся по конструкции Kernmantle (в переводе с немецкого kern — «сердцевина», «сердечник» и mantle — «оболочка», «оплётка»). Она подразумевает, что у верёвки есть сердечник, несущий основную нагрузку, и есть оплётка, которая защищает сердечник от внешних воздействий.

Конструкция Kernmantle в разрезе. Верёвка состоит из силового сердечника и защитной оплётки. Источник фото: Wikipedia
Эту конструкцию создала немецкая компания Edelrid в 1953 году, тем самым радикально повысив безопасность скалолазания и альпинизма. Не меньшую революцию произвела первая динамическая верёвка, выпущенная той же фирмой в 1964 году. И в ней тоже использовалась конструкция Kernmantle.
Наверняка и вам доводилось видеть элементы этой конструкции. Цветной «чулок» оплётки плотным слоем нитей охватывает сердечник. А сам белый сердечник обычно состоит из толстых и параллельно расположенных кручёных прядей.

Это не лучшая картина, которую можно увидеть на маршруте. Фото наглядно демонстрирует, насколько отличаются сердечник и оплётка альпинистской верёвки. Источник фото: climbinghouse.com
Из чего создают альпинистские верёвки
Современные альпинистские верёвки изготавливаются исключительно из синтетических материалов, главным из которых является PA — полиамид.
Полиамиды — это целая группа пластмасс-полимеров, среди которых более всего известен нейлон. Он был синтезирован и запатентован компанией DuPont в 1935 году и в дальнейшем получил множество вариаций. Чаще прочих при изготовлении верёвок используют нейлон 6.6 и нейлон 6. Из нейлона делаются все динамические верёвки и большинство статических. И заслуга в том оптимального баланса цены и характеристик самого материала, к которым в первую очередь относится высокая эластичность и прочность на разрыв.
К семейству полиамидов относятся и арамиды — ароматические полиамиды. Среди них самым известным является полимер под торговой маркой Kevlar, который используют для производства бронежилетов и особо прочных тканей. Верёвки с оплёткой с добавлением или целиком из арамида — дорогие узкоспециализированные модели с повышенными требованиями к термо- и износостойкости. А ещё у них очень низкая эластичность в сравнении с классическим нейлоном.
Второй после полиамида по популярности материал — PES, полиэстер. Он применяется ощутимо реже. В основном для изготовления статических верёвок, когда нужно добиться низкого коэффициента растяжения и повышенной износостойкости за умеренную цену.
Ещё существуют верёвки из полипропилена (PP) и полиэтилена (PE), в том числе сверхвысокомолекулярного — UHMWPE, известного под маркой Dyneema. В этой статье мы не будем разбирать их. Формально такие верёвки не являются альпинистскими, так как согласно требованию стандарта EN 1891 при изготовлении статических верёвок должно применяться синтетическое волокно с температурой плавления не менее 195 °С. А что у полипропилена, что у полиэтилена данные показатели меньше. Это создаёт повышенный риск оплавления верёвки в определённых ситуациях. А для производства динамических верёвок этим материалам недостаёт эластичности.
Подготовка исходного материала для изготовления верёвки
Прежде чем начать разбирать конкретные этапы производства, небольшая оговорка. Отдельные детали производства, технологии, используемые станки могут существенно варьироваться от производителя к производителю. Edelrid, Beal, Tendon, Cousin Trestec, Sterling, «Коломна» — у каждого будут свои нюансы. Мы же постараемся обрисовать общую картину и характерную для большинства производств последовательность действий.
Производители верёвок, как правило, не работают с сырьём сами. Вместо этого они покупают катушки (шпули) с нитями нейлона у сторонних компаний. Собственно, с этого момента и начинается наш экскурс в производство.

Всё начинается с полиамидного волокна. Из множества волокон формируются нити, а из нескольких нитей — пряди. Источник фото: WeighMyRack
Согласно Edelrid, одна нейлоновая нить насчитывает до 135 ультратонких волокон. А некоторые нити, что идут впоследствии на производство сердечника, — более 200. Таким образом, нити, что поступают на верёвочный завод, могут отличаться толщиной в зависимости от задач и устройства производственной линии. Нити также могут быть заранее скручены между собой или, например, быть намотанными на катушку попарно.
В большинстве своём нейлоновые нити поступают на производство неокрашенными, то есть белого цвета. У сердечника верёвки они такими и останутся. Если же из них сделают оплётку, то нити или сразу закупаются цветными, или будут окрашены на одном из последующих этапов.
Круто, если производители используют сырьё и технологии, сертифицированные Bluesign. Этот знак гарантирует, что продукция изготовлена из материалов с низким содержанием загрязняющих веществ и безопасна для здоровья и окружающей среды.

Катушки с нитями полиамида. Цветные нити гарантированно пойдут на создание оплётки. Источник фото: marlowropes.com
Кручение, или витьё, — это процесс скручивания определённого количества нитей в базовые пряди (basic yarns). Производится витьё на разнообразных крутильных машинах. Как именно скручиваются пряди, зависит от того, будут ли они использоваться для производства сердечника или оплётки, в статических или динамических верёвках, а также от желаемых характеристик будущей верёвки.
Количество скрученных между собой нитей
Чем больше нитей, тем толще прядь. А чем толще отдельная прядь, тем толще, например, итоговая оплётка и больше её доля в общей массе верёвки при равном количестве прядей. Увеличение же доли оплётки способствует большей износостойкости, но меньшей прочности верёвки. Edelrid, например, скручивает пряди для будущей оплётки группами по 2, 3, 4 или 5 нитей в зависимости от необходимых характеристик конечного продукта.

Кручение всегда происходит под определённым натяжением. Источник видео: Decathlon
Число кручений нитей на единицу длины пряди
От него зависят многие параметры будущей верёвки.
Прочность. Чем сильнее закручена прядь, тем меньше её прочность. Чем меньше витков и чем ровнее расположены отдельные нити, тем выше прочность. Для понимания масштабов: у Edelrid на каждый метр будущей оплётки приходится от 110 до 140 витков.
Способность к удлинению. Она увеличивается пропорционально количеству витков на 1 метр. Так, у динамических верёвок пряди сердечника скручены значительно сильнее, что позволяет им растягиваться при сильных нагрузках подобно пружине.

Условная схема верёвок: слева — статических, справа — динамических. У динамических верёвок пряди сердечника скручены значительно сильнее, что позволяет им растягиваться при сильных нагрузках подобно пружине
Износостойкость. Кручение прядей оплётки увеличивает устойчивость к абразивному воздействию, то есть к истиранию верёвки.

Верёвка с кручёными прядями оплётки более износостойкая. Источник фото: Edelrid

Верёвка с параллельно расположенными прядями оплётки менее износостойкая. Источник фото: Edelrid
Далее с использованием этих базовых прядей параллельно и независимо проходят два производственных процесса:
- Подготовка прядей сердечника.
- Подготовка прядей оплётки.
Подготовка прядей сердечника верёвки
Сначала базовые пряди скручивают в пряди сердечника. На данном этапе из 3–5 прядей получают те самые толстые белые жилы, что мы можем увидеть в разрезе любой альпинистской верёвки.
 в Чехии")
Базовые пряди превращаются в пряди будущего сердечника на заводе Tendon (Lanex) в Чехии. Источник видео: Tendon
Пряди сердечника скручиваются по-разному. Одни вьются по часовой стрелке — это так называемая правая свивка, или Z twist. Другие — против часовой стрелки, образуя левую свивку, или S twist. При таком чередовании разных прядей поддерживается необходимый баланс, чтобы, находясь на верёвке, пользователь не вращался.
Левая и правая свивки на прядях сердечника верёвки. Источник: Sterling Rope tech manual
Сматывание прядей сердечника из катушек в бухты
Далее пряди сердечника должны быть подвергнуты термообработке, или термофиксации, или усадке — производители называют процесс по-разному. Чтобы все пряди прошли равномерную обработку, их разматывают с катушек и свободными бухтами раскладывают или развешивают на специальных стойках.

Катушки и бухты с прядями сердечника. Источник фото: Tendon
Усадка прядей сердечника, как и оплётки, происходит в автоклаве. Это гигантская «скороварка», где пряди сжимаются под воздействием температуры, влажности, давления, а также порой химических веществ. Воздействие это происходит интервалами согласно заданным программам, коих, в свою очередь, множество, в зависимости от целей производителя.

Подготовка бухт с прядями сердечника к усадке в автоклаве на заводе Tendon. Источник фото: Tendon
Процесс усадки является одним из наиболее важных этапов, поскольку позволяет влиять на характеристики сырья для каждой конкретной верёвки. Если коротко, на стадии термофиксации происходит переориентация связей в молекулах. Это позволяет снять напряжение, накопленное нитями во время кручения, намотки и натяжения на предыдущих стадиях производства. Таким образом нити принимают устойчивый размер, их свойства стабилизируются, что значительно влияет на свойства будущих верёвок. И пряди сердечника, и пряди оплётки хоть и раздельно, но подвергаются одинаковому процессу усадки. Это гарантирует их одинаковое состояние и поведение в процессе эксплуатации готовой верёвки.
Но не все верёвки подвергаются термофиксации. Большинство недорогих моделей статических верёвок минуют эту стадию, что впоследствии приводит к значительному укорачиванию верёвки уже в процессе эксплуатации. К тому же такие верёвки регулярно дубеют, то есть становятся очень жёсткими.

Усадка прядей в автоклаве составляет до 30% от изначальной длины. Взгляните на стойку слева с уже прошедшими обработку прядями и сравните с остальными. Источник фото: WeighMyRack
Альтернативный способ усадки сердечника
Французские производители Beal и Cousin Trestec подошли к термофиксации с другой стороны. Вместо того чтобы помещать множество бухт в гигантский автоклав на несколько часов, они с помощью специального конвейера производят усадку малого количества прядей сердечника, зато в течение нескольких минут. Какой процесс эффективнее — неизвестно.
Влагозащитная обработка сердечника
На этом этапе усаженные пряди сердечника пропитываются влагозащитным составом. Он является опциональным и применяется в случае, если будущая верёвка предполагает наличие полной влагозащитной пропитки сердечника и оплётки. Отдельные производители также наносят на пряди сердечника некоторое количество красителя, чтобы легко определять, являются они пропитанными или нет. На прочие характеристики это не влияет.

Фабрика Edelrid. Розовые катушки сверху — пряди сердечника с влагозащитной обработкой. Белые пряди внизу — обычные. Источник фото: WeighMyRack

Красный краситель сигнализирует о наличии влагозащитной пропитки в сердечнике одной из готовых верёвок. Источник фото: Edelrid
После усадки и опциональной пропитки пряди сердечника сматывают обратно на катушки. На этом их подготовка завершена.
Подготовка прядей оплётки
После этапа кручения базовые пряди, что пойдут на создание оплётки, разматывают с катушек и на специальном аппарате вяжут из них длинные полотна в форме чулка. Это, как и в случае с сердечником, необходимо для последующей равномерной обработки всего материала в автоклаве. С сердечником данный фокус не проходит, потому что, как вы помните, он проходит дополнительный этап кручения и его пряди слишком толстые для такой вязки.
Вязание полотен из прядей оплётки на заводе Tendon. Источник видео: Tendon
Чтобы гарантировать, что пряди оплётки имеют те же характеристики, что и пряди сердечника, их тоже помещают в автоклав для усадки.

Полотна из прядей оплётки на стойке для автоклава. Источник фото: Edelrid
У некоторых производителей, например Edelrid и Tendon, нити, что идут на оплётку, поступают на производство уже окрашенными. У других, например Beal, окраска и усадка оплётки проводятся на отдельном партнёрском предприятии.
Сматывание прядей оплётки из полотен в катушки
После усадки полотна оплётки расплетают, чтобы намотать пряди на специальные катушки. Эти катушки будут устанавливаться на плетельном станке для объединения прядей оплётки и сердечника на следующем этапе.

Расплетание полотен и наматывание прядей оплётки обратно на катушки. Источник видео: Tendon
Плетение — ключевой этап производства верёвки, на котором пряди оплётки сплетаются вокруг параллельно расположенных прядей сердечника. Так из частей рождается целое, и верёвка обретает свою форму. Важно понимать, что во время плетения оплётка и сердечник не соединяются друг с другом, кроме случаев применения специальных технологий, вроде Unicore от компании Beal, TeFix от Tendon, Sync Tec от Edelrid и других.

Плетение динамической верёвки на заводе Edelrid. Источник видео: Edelrid
Принцип работы плетельного станка
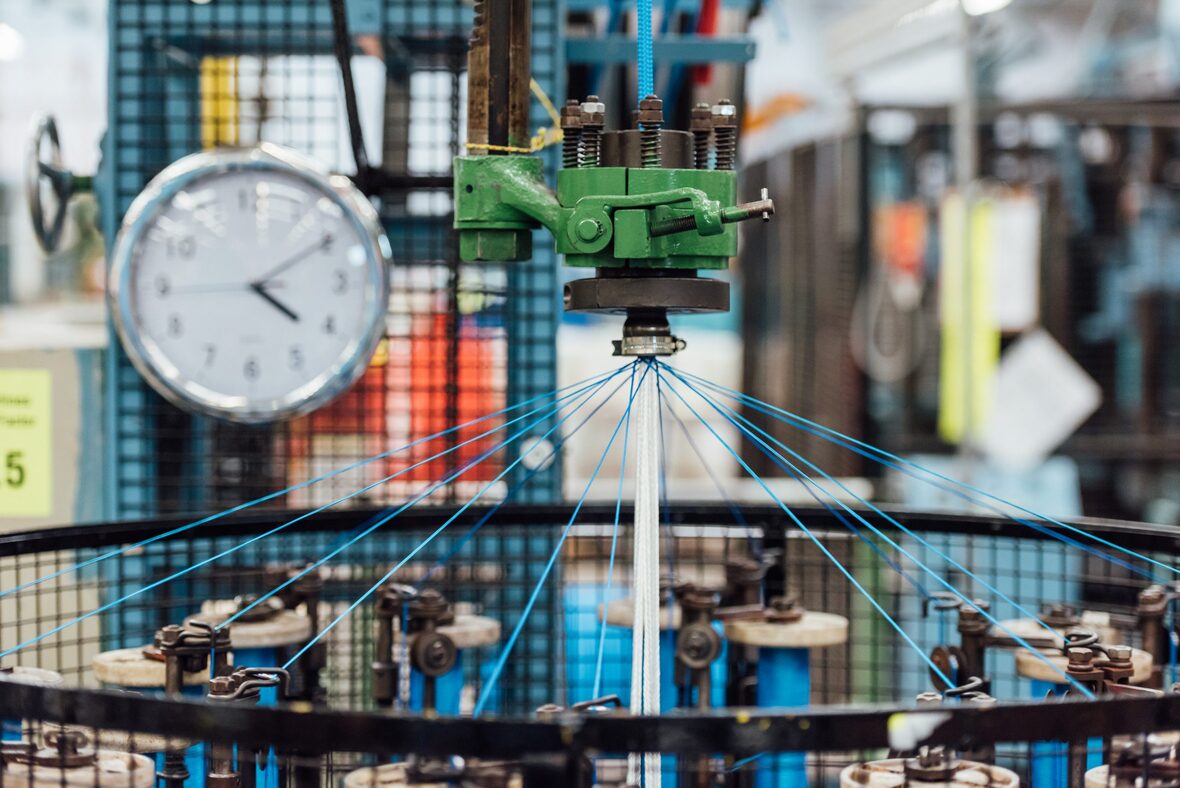
Плетение производится на специальных машинах, называемых круговыми плетельными станками (circular braiding machine). Принцип работы плетельного станка подобен танцу вокруг майского дерева, когда множество катушек с цветными прядями оплётки в быстром и замысловатом хороводе оплетают сердечник.
Принцип работы плетельного станка подобен танцу вокруг майского дерева, когда множество катушек с цветными прядями оплётки в быстром и замысловатом хороводе оплетают сердечник. Источники фото: marlowropes.com и unitedway.org

Плетельный станок с 40 катушкодержателями плетёт 40-прядную оплётку вокруг сердечника. Источник видео: WeighMyRack
Плетельные станки различаются в первую очередь по размеру катушек, а также по их количеству в плетельном круге.
В центре этого круга располагаются пряди сердечника. Согласно данным Edelrid, для статических верёвок задействуется от 13 до 22 прядей сердечника, для динамических — меньше. Эти пряди под определённым натяжением и с определённой скоростью проходят через распределительную пластину, чтобы в так называемой точке плетения вокруг них начала формироваться сетка из оплётки.

Точка плетения. Источник видео: Insider tech
Оплётка формируется с помощью большого числа движущихся по заданной траектории катушек. Эти катушки устанавливаются на катушкодержатели, которые перемещаются по направляющим. Пряди от каждой катушки сводятся в точку плетения через нитенатяжители.
Плетение альпинистских верёвок производится с помощью двух групп катушек, а потому суммарное количество катушек в плетельной машине всегда чётное. Каждая группа циркулирует по направляющим в нужном направлении. Одна движется по часовой стрелке, другая — против часовой. Круглое плетение самой маленькой конструкции можно сделать из четырёх прядей. Самое большое на сегодня число применяемых катушек — 48.
Важную роль играет размер держателей и катушек. Закономерно, что чем больше катушка, тем больше на ней помещается материала, а увеличение длины прядей на катушке ведёт к увеличению производственной партии. С увеличением же толщины прядей на катушке увеличивается толщина оплётки верёвки. Но плетельные машины для использования больших катушек медленнее тех, что используют малые, а потому имеют меньшую производительность.

Плетельный станок с 40 катушкодержателями среднего размера против станка с 16 катушкодержателями большого размера. Источник фото: Edelrid
На этапе плетения можно выделить пять основных факторов, влияющих на характеристики получаемой верёвки:
- натяжение прядей;
- угол плетения;
- скорость, с которой верёвка протягивается через машину, относительно скорости плетения катушек;
- диаметр отверстия, через которое протягивается верёвка;
- количество прядей оплётки.
Все эти факторы должны быть учтены и сбалансированы. Ведь достаточно излишне увеличить угол плетения, посильнее натянуть пряди и уменьшить диаметр отверстия, чтобы оплётка на выходе стала более тугой, а вся верёвка жёсткой.
Также важно, чтобы каждый параметр оставался постоянным на протяжении всего процесса плетения. Если, например, натяжение прядей оплётки будет нестабильно, то и верёвка окажется местами слишком жёсткой, а местами чересчур мягкой и бесформенной, ещё и с высокой степенью смещения оплётки относительно сердечника. Такие сюрпризы мало кому придутся по душе.
Отдельно остановимся на количестве прядей оплётки. Прядность соответствует либо кратна числу катушек на плетельной машине. Чем больше прядность, тем мельче рисунок оплётки и тем более гладкой является её поверхность. Это способствует меньшему сцеплению и повышенной износостойкости таких верёвок, но и увеличивает стоимость их производства. Плюсом же верёвок с малым количеством прядей являются их цепкость и ухватистость. С ними будет удобнее и проще работать голыми руками.
Большинство альпинистских верёвок изготавливаются на станках с 16, 24, 32, 36, 40, 48 катушками и имеют соответствующее количество прядей. Например, динамические верёвки — это в большинстве своём 40- и 48-прядные модели.

Примеры верёвок с различной прядностью. Видно, что чем больше прядей, тем тоньше рисунок оплётки. Источник фото: marlowropes.com
Любопытно, что прядность верёвки отнюдь не всегда влияет на такие показатели, как диаметр верёвки, толщина оплётки и процентное соотношение массы оплётки и массы сердечника. Всё потому, что увеличенное количество прядей оплётки производитель может компенсировать применением более тонких или иным образом скрученных прядей.
Помимо прядности, на внешний вид и свойства верёвки также влияет рисунок плетения оплётки. Разница между рисунками плетения заключается в том, как однонаправленные пряди оплётки проходят под и над другими прядями. Для круговых плетельных станков выделяют два основных рисунка плетения:
- простое плетение — plain braid;
- диагональное плетение — twill braid.

На первой иллюстрации — простое плетение прядей оплётки: одна через одну и две через две. На второй — диагональное плетение: одна через две. Источник: Edelrid
В простом плетении заданное количество прядей всегда проходит через точно такое же количество прядей противоположного направления. Например, одна через одну, две через две. В диагональном же плетении пряди переплетаются со смещением, проходя через большее число прядей противоположного направления. Например, одна через две.
Каждый способ имеет свои преимущества. Диагонально сплетённые пряди формируют более гладкую поверхность. Такая структура более устойчива к истиранию, поскольку гладкость уменьшает трение между верёвкой и другими объектами. Однако оплётка является гладкой не только снаружи, но и внутри. Это приводит к тому, что верёвки с диагональной схемой расположения прядей потенциально более склонны к смещению оплётки во время использования.
Гладкая оплётка нужна не всем. При работе с некоторыми устройствами и уж тем более голыми руками необходимо хорошее сцепление. Как раз тут простое плетение выигрывает.

На фото две верёвки с простым плетением и три — с диагональным. Попробуйте самостоятельно определить, где какое плетение. Источник фото: switchbacktravel.com
Идентификационная лента и индикаторная нить
В процессе плетения в сердечник сертифицированных верёвок обязательно вплетаются лента или нить.
Идентификационная лента вплетается, если верёвка статическая и сертифицирована по стандарту EN 1891. Это тонкая полоска полипропилена, расположенная по всей длине верёвки. На ней с небольшим интервалом повторяется следующая информация: наименование производителя, номер стандарта, тип верёвки, год её изготовления, а также название материала, из которого она изготовлена.

Пример идентификационной ленты, скрывающейся посреди сердечника статической верёвки. Источник фото: azotfortis.by
Индикаторная нить вплетается, если верёвка динамическая и сертифицирована по стандарту EN 892. Она изготавливается из полиамида и имеет определённый цвет. Всего их 10, и каждому цвету соответствует свой год производства. Цвета индикаторных нитей повторяются каждые 10 лет, потому что максимальный срок хранения современных верёвок имеет такую же длительность.
Стоит учитывать, что у каждого производителя верёвок свой набор индикаторных цветов. Узнать год производства по цвету нити можно на сайте производителя конкретной динамической верёвки. Например, зелёный цвет индикаторной нити в динамических верёвках компании Edelrid соответствует 2015 году. До этого такой цвет был в 2005 году и вновь появится в 2025-м.

Условная схема сертифицированной верёвки. Здесь идентификационная лента и цветная индикаторная нить показаны вместе, на деле же чаще встречается что-то одно. Ленты в статических верёвках, а цветные нити в динамических. Источник: Edelrid
Этап пропитки оплётки является опциональным. Но на этот раз уже вся верёвка погружается в ванну с влагозащитным составом, но обработать таким способом удаётся лишь оплётку. За замачиванием верёвки следует термообработка, где она высыхает и охлаждается.
Альтернативным способом придания влагозащитных свойств верёвке выступает пропитывание абсолютно всех волокон материала ещё на начальном этапе. Так, например, поступает американская компания Sterling Rope, назвавшая технологию Xeros. Обработанные волокна производитель верёвки получает от поставщика, тем самым избавляя себя от необходимости прохождения этапов пропитки сердечника и оплётки в специальных ваннах. Sterling Rope утверждает, что этот подход более экологичный, менее трудо- и энергозатратный, а потому экономичный, что сказывается и на цене для конечного потребителя. Сама же пропитка, по заявлению производителя, не сходит на нет по мере использования, как это происходит с классическими вариантами влагозащитной обработки. Так ли это на самом деле и какой подход всё же лучше — вопрос дискуссионный.
Таким образом, в зависимости от характера влагозащитной обработки верёвки подразделяются на:
- непропитанные;
- частично пропитанные, где влагозащитное покрытие есть только у оплётки;
- полностью пропитанные, где влагозащитное покрытие есть и у сердечника, и у оплётки.
Влагозащитный состав у каждого производителя свой. И если раньше повсеместно использовался Teflon или его аналоги, то с ростом экологической сознательности всё чаще стали применять различные экосоставы без перфтороктановых кислот и поливинилхлорида в составе. Например, верёвка Edelrid Swift Eco Dry 8.9 mm первой в мире прошла сертификацию и получила маркировку «UIAA Water Repellent», будучи полностью PFC-free и PFAS-free.
Если динамическая верёвка получает полную пропитку, то она может претендовать на звание «UIAA Water Repellent» в случае прохождения сертификации по стандарту UIAA-101. Такие верёвки впитывают менее 5 % влаги относительно собственной массы. Упомянутая Edelrid Swift Eco Dry 8.9 mm, например, впитывает от 1 до 2 %. Что это даёт?
- Верёвка почти не тяжелеет и не теряет в прочности.
- Сухая верёвка значительно лучше защищена от абразивного воздействия и истирания. В видео есть наглядный тест, подтверждающий это.
- Верёвки с полной пропиткой ощущаются более гладкими и даже скользкими. Низкое трение может снижать износ верёвки и упрощает её протягивание через некоторые устройства. Но из-за него же верёвка сильнее проскальзывает в руках, устройствах и узлах. «Скользкий» эффект, как и влагозащитные свойства верёвки, снижаются по мере использования.
Пропитка способна повлиять на тактильные свойства верёвки. До обработки она могла быть жёсткой, а после — стать мягкой и гибкой. Такой эффект обязательно учитывается при производстве верёвки, особенно когда одна модель выпускается в разных вариантах — пропитанном и непропитанном. В каждом случае нити и пряди проходят свои уникальные циклы кручения, усадки и плетения. Это гарантирует, что верёвки будут иметь сходные тактильные свойства, несмотря на наличие или отсутствие пропитки.
Контроль качества готовых верёвок
Далее верёвка поступает на этап контроля качества, где каждый её метр проходит визуальную и тактильную проверку с целью выявления и протоколирования малейших дефектов и отклонений. Особенно хороши и педантичны в этом вопросе производства, придерживающиеся стандартов качества ISO 9000. Интересно, что, несмотря на наличие ряда автоматизированных датчиков и сенсоров, финальный контроль всегда за человеком.

Неоднородность материала? Выбившаяся прядка? Ничто не скроется от опытных рук сотрудника контроля качества. Источник видео: Edelrid
Испытания образцов готовых верёвок
Для проверки соответствия верёвок заданным характеристикам от каждой партии берётся образец и тестируется на испытательном стенде. Проверка проводится на соответствие требованиям общепринятых стандартов, но иногда и сам производитель предъявляет дополнительные требования. Edelrid, например, проводит собственные испытания устойчивости верёвки к порезам.
О стандартах и соответствующих испытаниях мы подробно рассказывали в статьях:
Нарезка и маркировка середины верёвки
После того как партия прошла контроль качества, верёвка нарезается на необходимую длину. Длины верёвок широко варьируются: от отрезков по 30, 40, 50, 60, 70, 80 метров под бухты до 200-метровых концов под катушки. Некоторые производители отмечают, что фактическая длина верёвки может слегка превышать заявленную на упаковке. Так, Sterling Rope «добавляет» около 2% к заявленной длине своих динамических верёвок, закладывая тем самым небольшой запас на потенциальную усадку.

На бумаге 60 метров, а по факту 62,1. Приятные подробности с завода Sterling Rope. Источник фото: sterlingrope.com
Концы верёвок в обязательном порядке оплавляются, чтобы оплётка и сердечник не распушились. Оплавление происходит автоматически при ультразвуковой резке либо вручную с помощью термоножа.
На этом же этапе на некоторые верёвки может наноситься маркировка середины. Обычно это делают с бухтами «динамики». Чтобы пользователь мог быстро найти середину верёвки, на неё наносят чёрную нестираемую полосу. Маркировка наносится на станке и при необходимости докрашивается вручную. Но важно помнить и учитывать, что такая заводская маркировка становится неактуальной и даже опасной, стоит пользователю неравномерно укоротить верёвку с одного конца.
Но иногда вместо полосы для маркирования середины производители используют пряди разного цвета.
Производство двухцветных верёвок
У двухцветных моделей половины верёвки различаются по цвету некоторых прядей оплётки. Это позволяет пользователю легко находить середину в точке, где меняется цвет прядей, и так различать каждую половину, работая на сдвоенной верёвке. Увы, здесь не бывает радикальной смены цвета с полностью чёрного, скажем, на белый, но при должной контрастности выбранных прядей и этого достаточно для удобства использования.

SuperStatic2 Bicolor — двухцветные статические верёвки Sterling Rope. Хорошо видно, что одна часть верёвки имеет чёрные пряди, а другая часть — цветные. Источник фото: andersonrescue.com
Технически смена цветов происходит ещё на этапе плетения. Процесс подразумевает остановку плетельного станка и замену некоторых катушек с прядями оплётки. При этом пряди одного цвета сращиваются с прядями другого цвета с помощью специального «воздушного пистолета». Обе пряди заправляются в аппарат и надёжно переплетаются силой сжатого воздуха. Лишние выступающие волокна при необходимости удаляются. Стык не теряет в прочности и практически незаметен тактильно. Но такое производство отличается низкой скоростью и высокой трудоёмкостью, что значительно удорожает производство двухцветных верёвок.
Производство верёвок с двойным рисунком
У верёвок с двойным рисунком (не путать с рисунком плетения) цвета не меняются, зато меняется последовательность расположения прядей одного цвета. Например, на одной половине верёвки фиолетовые пряди оплётки располагаются параллельно, а на другой половине уже крест-накрест.

Динамическая верёвка Marathon Pro от Sterling Rope с двойным рисунком оплётки. Источник фото: sterlingrope.com
По умолчанию данный способ также требует остановки станка и ручных манипуляций оператора. Зато здесь не требуется сращивать пряди, так как меняется лишь положение катушек в плетельном круге. Сами же пряди остаются непрерывными. Впрочем, в точке, где происходит смена рисунка, могут ощущаться небольшие неровности, которые легко принять за дефекты производства. На деле же это просто нюансы технологии, никак не сказывающиеся на безопасности.
Иную технологию в своих последних моделях применяет Edelrid. Компания разработала плетельный станок, позволяющий менять рисунок автоматически и в течение всего нескольких минут, что значительно повышает эффективность и снижает себестоимость производства. Так, например, в модели Tommy Caldwell Eco Dry ColorTec 9.3 mm часть прядей оплётки одной половины верёвки незаметно вплетаются внутрь другой половины, что создаёт эффект полной смены цвета.
Часть прядей оплётки одной половины верёвки Edelrid Tommy Caldwell Eco Dry ColorTec 9.3 mm незаметно вплетаются внутрь другой половины, что создаёт эффект полной смены цвета. Столь контрастный цветовой переход позволяет определить середину верёвки даже в темноте. Источник фото: backcountry.com
Итак, верёвка на куски порезана, концы оплавлены, середина промаркирована. Пришло время нанести этикетку с основной информацией о верёвке. Точнее, по этикетке на каждый конец верёвки.

Информация, которая содержится на термоусаженной этикетке на каждом конце бухты верёвки
Далее отрезки верёвки сматываются и упаковываются. Длинные верёвки, продающиеся на метраж, наматываются на катушки, готовые же отрезки бухтуются на специальных аппаратах. И если раньше бухты крутились абы как, то сейчас производители мерятся качеством своих машин. Правильная бухта должна быть без перехлёстов и перекручиваний и вообще должна позволять лезть и страховать прямо из упаковки.
На первом видео: Twist Free — аппарат для намотки верёвки Tendon. На втором видео: запатентованный 3D Lap Coil от Edelrid. Источники видео: Tendon, WeighMyRack
После намотки каждая катушка или бухта верёвки взвешивается. Если регистрируется отклонение от нормы, верёвка выбраковывается. Прошедшие все проверки верёвки упаковываются, комплектуются инструкциями и готовятся к отправке на прилавки.
Мы оставили за скобками некоторые специфические этапы производства, как, например, переработку старых верёвок в сырьё для новых, а также прошивку концевых петель на «статике». Так что будет что рассказать в новых материалах. А значит, до скорых встреч!




















 Мне нравится
Мне нравится





